Máy ép gắn kết mép dẫn tiến bằng xích được hiểu như thế nào và máy ép được ghi nhãn như thế nào?
Máy ép gắn kết mép dẫn tiến bằng xích được hiểu như thế nào?
Máy ép gắn kết mép dẫn tiến bằng xích được giải thích theo tiểu mục 3.1 Mục 3 Tiêu chuẩn quốc gia TCVN 12172:2017 (ISO 18217:2015) cụ thể:
Máy ép gắn kết mép dẫn tiến bằng xích (edge banding machine fed by chains)
Máy được thiết kế để gắn kết dải mép trên một mép của chi tiết gia công (máy ép gắn kết mép đơn) trong một hành trình dẫn tiến hoặc trên cả hai mép của chi tiết gia công (máy ép gắn kết mép kép), gồm có một vùng gắn kết mép với các cụm xử lý khác nhau (ví dụ, nung nóng, gắn kết, và ép đối với các mép mềm dẻo hoặc cứng) và một vùng dùng cho các nguyên công bổ sung như cắt bằng kéo, xén mép, phay, làm sạch bằng phun cát, đánh bóng, vát cạnh v.v... ở đó ngoài vùng gắn kết mép có thể bố trí phía trước một vùng định cỡ kích thước/gia công định hình.
...
Theo đó, máy ép gắn kết mép dẫn tiến bằng xích là máy được thiết kế để gắn kết dải mép trên một mép của chi tiết gia công (máy ép gắn kết mép đơn) trong một hành trình dẫn tiến hoặc trên cả hai mép của chi tiết gia công (máy ép gắn kết mép kép).
Gồm có một vùng gắn kết mép với các cụm xử lý khác nhau (ví dụ, nung nóng, gắn kết, và ép đối với các mép mềm dẻo hoặc cứng) và một vùng dùng cho các nguyên công bổ sung như cắt bằng kéo, xén mép, phay, làm sạch bằng phun cát, đánh bóng, vát cạnh v.v... ở đó ngoài vùng gắn kết mép có thể bố trí phía trước một vùng định cỡ kích thước/gia công định hình.
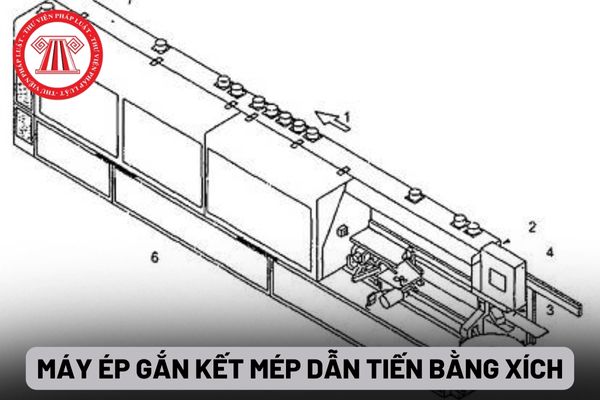
Máy ép gắn kết mép dẫn tiến bằng xích (Hình từ Internet)
Máy ép gắn kết mép dẫn tiến bằng xích được ghi nhãn như thế nào?
Ghi nhãn máy ép gắn kết mép dẫn tiến bằng xích theo tiểu mục 6.2 Mục 6 Tiêu chuẩn quốc gia TCVN 12172:2017 (ISO 18217:2015) cụ thể:
Thông tin cho sử dụng
...
6.2 Ghi nhãn
Phải theo các nguyên tắc của ISO 12100:2010, 6.4.4, và ngoài ra:
Thông tin sau phải được ghi nhãn dễ đọc và không tẩy xóa được trong suốt tuổi thọ mong đợi của máy hoặc phải được ghi trực tiếp trên máy (ví dụ, bằng khắc, khắc mòn hoặc sử dụng các nhãn hoạt động nhãn dán) hoặc gắn cố định một tấm biển nhãn vào máy (ví dụ, bằng tán đinh tán):
a) Tên của cơ sở kinh doanh và địa chỉ của nhà sản xuất máy và khi có thể áp dụng được, đại diện có thẩm quyền của họ;
b) Năm chế tạo, đó là năm mà quá trình chế tạo được hoàn thành;
c) Ký hiệu của máy và ký hiệu của loạt hoặc kiểu máy;
d) Nhận biết về máy hoặc số loạt (nếu có);
e) Thông tin về đặc tính thiết kế (bắt buộc đối với các sản phẩm kỹ thuật điện: điện áp, tần số, dòng điện danh định);
f) Nhãn hoặc hình vẽ biểu đồ liền kề với bất cứ cơ cấu thay đổi vận tốc nào hoặc trên cửa cho phép tiếp cận cơ cấu truyền động đai để chỉ ra vận tốc vận hành của mỗi trục chính. Thông tin này, khi có liên quan, phải chỉ ra vận tốc tại mỗi vị trí của cơ cấu điều khiển hoặc đường kính của puli;
g) Nhãn tại đầu dẫn tiến vào cảnh báo phải chú ý khi gia công các chi tiết gia công có các lỗ với đường kính ≥ 8 mm nếu không trang bị cơ cấu chặn hành trình tại phía dẫn tiến vào như đã nêu trong 5.3.7.4.2 b);
h) Khi máy có lắp hệ thống thủy lực và/hoặc khí nén có áp suất danh nghĩa cho các mạch thủy lực và/hoặc khí nén;
i) Khi máy có lắp các bộ cách ly thủy lực và/hoặc khí nén, chức năng của chúng, sự bố trí và các vị trí vận hành, ví dụ, bằng một nhãn hoặc hình vẽ biểu đồ;
f) Một mũi tên cho các trục chính quay theo chiều kim đồng hồ và mũi tên kép cho các trục chính có thể quay theo cả hai chiều;
k) Khi sử dụng chất keo PU, cảnh báo không được vượt quá nhiệt độ giới hạn của nó được đặt tại bộ điều khiển bằng tay cho hệ thống nung nóng hoặc một thang đo được cho cùng với cơ cấu điều khiển điện tử;
l) Khi máy có lắp các đèn đốt nóng, dấu hiệu cảnh báo về bức xạ quang nhân tạo (AOR - artificial optical radiation) theo EN 12198.
Các nhãn hoặc hình vẽ biểu đồ cho ghi nhãn áp suất danh nghĩa và các bộ cách ly phải được lắp ở vị trí trong vùng lân cận với vị trí lắp đặt các bộ cách ly trên máy.
Cảnh báo phải được thể hiện bằng ngôn ngữ của quốc gia trong đó máy được sử dụng hoặc khi có thể thực hiện được, bằng sử dụng hình vẽ biểu đồ.
Kiểm tra xác nhận: Bằng kiểm tra các bản vẽ liên quan và kiểm tra trên máy.
...
Theo đó, máy ép gắn kết mép dẫn tiến bằng xích khi ghi nhãn phải đảm bảo các yêu cầu nêu trên.
Dụng cụ cảnh báo máy ép gắn kết mép dẫn tiến bằng xích được quy định như thế nào?
Dụng cụ cảnh báo máy ép gắn kết mép dẫn tiến bằng xích quy định theo tiểu mục 6.1 mục 6 Tiêu chuẩn quốc gia TCVN 12172:2017 (ISO 18217:2015) cụ thể:
Thông tin cho sử dụng
6.1 Dụng cụ cảnh báo
Phải gắn cố định hình vẽ biểu đồ hoặc cảnh báo bằng chữ viết vào máy để công bố rằng dầm ép trên đỉnh và các cơ cấu chịu áp lực được yêu cầu trong 5.3.5 phải được điều chỉnh đúng để thuận tiện cho gia công chi tiết gia công.
Trên các máy gia công mép đơn, phải gắn hình vẽ bằng biểu đồ để lưu ý về rủi ro còn lại như đã yêu cầu trong 5.3.7.7.
Nếu máy được trang bị nguồn cung cấp khí nén/thủy lực, phải đặt một biển cảnh báo cố định trong vùng lân cận với cơ cấu ngắt cung cấp điện để cảnh báo rằng nguồn cung cấp khí nén không được cách ly bằng cách điện của nguồn cung cấp điện.
Các cảnh báo phải được trình bày bằng ngôn ngữ của quốc gia trong đó máy được sử dụng hoặc có thể bằng sử dụng các hình vẽ biểu đồ.
Kiểm tra xác nhận: Bằng kiểm tra các bản vẽ liên quan, đo lường và kiểm tra trên máy.
...
Như vậy, dụng cụ cảnh báo máy ép gắn kết mép dẫn tiến bằng xích được quy định như trên.

Quý khách cần hỏi thêm thông tin về có thể đặt câu hỏi tại đây.